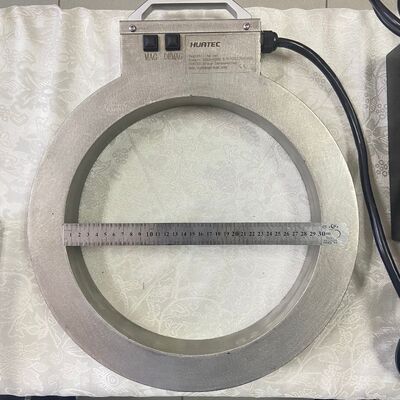
Диаметр катушки 300 мм, круговой магнитопорошковый дефектоскоп
I. Основные параметры
| Входной ток |
8А, определяется в зависимости от установленных значений намагничивания и размагничивания, ток в режиме ожидания составляет 0,5А; |
| Источник питания |
200-240В переменного тока, 50/60 Гц |
| Ток намагничивания |
8А (8А * 400 витков = 3200 А*виток) |
| Центральное магнитное поле |
Макс. 110 Гс |
| Ток размагничивания |
8-0А |
| Размер катушки |
Ø 300 мм, всего 400 витков |
| Временная нагрузка |
> 30% |
II. Введение в функции
1. Намагничивание - включение электромагнитного поля для намагничивания заготовки;
2. Размагничивание - включение поля размагничивания для размагничивания заготовки;
3. Сигнализация перегрева - в катушке встроен датчик температуры 75°C. При превышении установленной температуры устройство переходит в защитный режим;
III. Монтаж и ввод в эксплуатацию
Монтаж:
1. Оборудование должно устанавливаться в сухом помещении без металлической пыли, коррозионных газов, легковоспламеняющихся и взрывоопасных веществ;
2. Температура окружающей среды не должна быть ниже -10°C и выше +40°C;
3. Относительная влажность воздуха не должна превышать 85%;
4. Трубные и кабельные соединения между устанавливаемым оборудованием и каждым вспомогательным устройством должны выполняться в соответствии с указательными знаками и основаниями разъемов;
5. Источник питания (электропитание, источник воздуха и т. д. в соответствии с условиями установки и эксплуатации оборудования), а корпус оборудования должен быть надежно заземлен;
Ввод в эксплуатацию:
1. После установки оборудования на место сначала проверьте, не ослаблены ли все соединительные провода и крепежные винты и не отвалились ли они;
2. С помощью приборов измерьте, соответствует ли напряжение на верхнем конце главного выключателя машины требованиям условий установки и эксплуатации оборудования;
3. Проверьте каждое функциональное действие, вручную нажмите или переключите каждый функциональный переключатель, и каждое функциональное действие оборудования должно выполняться соответственно;
4. Проверка эффекта размагничивания: проверьте, соответствует ли остаточный магнетизм после размагничивания требованиям;
5. После успешного ввода в эксплуатацию и проверки оборудование может быть запущено в производство.
IV. Регулярное техническое обслуживание
После использования оборудования необходимо выполнить следующие операции:
1. Выключите выключатель питания и отключите питание оборудования;
2. Отключите главный выключатель внешнего источника питания;
3. Очистите масляные пятна с поверхности катушки и поддерживайте чистоту всего оборудования;
4. Проверяйте соединительные линии цепи, кабели и крепежные элементы на предмет ослабления и старения в течение одного месяца;
5. Ежедневно проверяйте соответствие концентрации магнитной суспензии стандарту;
6. Для очистки масляных пятен с поверхности оборудования следует использовать нейтральные моющие средства;
7. При повреждении корпуса запрещается дальнейшее использование;
V. Принцип обнаружения дефектов
Принципы электромагнетизма
Ток намагничивания создает электромагнитное поле через поверхность ферромагнитной заготовки (переменный ток и постоянный ток полуволны имеют поверхностный эффект). Наличие дефектов прерывает силовые линии магнитного поля, образуя поле рассеяния и адсорбируя магнитные частицы. Магнитные частицы накапливаются, образуя магнитные метки. Наличие дефектов можно определить, наблюдая за магнитными метками (магнитные метки фактически являются увеличенными дефектами).
Метод остаточного намагничивания
В отличие от непрерывного метода, заготовка сначала намагничивается, затем замачивается в магнитной суспензии на определенное время, и магнитные частицы поглощаются остаточным магнетизмом заготовки для образования магнитных меток. Этот метод ограничен низкими требованиями, однонаправленной остаточной магнитной индукцией заготовки Br ≥ 0,8 Тл.
Остаточный магнетизм относится к величине остаточного магнитного поля после обнаружения дефектов, обычно измеряется в Гауссах (Гс), миллитеслах (мТл), амперах на метр (А/м). 1 мТл = 10 Гс, 80 А/м = 1 Гс, величина остаточного магнетизма зависит от материала заготовки.
Магнитная суспензия(магнитный порошок должен быть полностью перемешан и суспендирован в жидкости перед обнаружением дефектов.)
Магнитный порошок обрабатывается до достижения определенных требований к размеру частиц железного порошка. Влажный метод магнитопорошкового контроля обычно может использовать частицы размером более 400 меш.
Флуоресцентный магнитный порошок представляет собой обычный магнитный порошок с добавлением химического вещества, обычно называемого флуоресцентным усилителем яркости, который после облучения флуоресцентной лампой излучает флуоресцентный свет, что может повысить чувствительность обнаружения дефектов и облегчить наблюдение.
Формула масляной магнитной суспензии: (или 3# масляный магнитный порошок для обнаружения дефектов)
(зима) трансформаторное масло (25#) : керосин без запаха = 1:3
(лето) трансформаторное масло (25#) : керосин без запаха = 1:2 - 1:3
Смешанное масло: обычный нефлуоресцентный магнитный порошок = 1000 мл: 10-20 г
Смешанное масло: флуоресцентный магнитный порошок = 1000 мл: 2-3 г
Формула водной магнитной суспензии: составной водорастворимый флуоресцентный магнитный порошок с небольшим количеством воды для перемешивания магнитного порошка в пасту, затем добавьте достаточно воды (составной порошок суспензии уже содержит диспергатор, пеногаситель, ингибитор коррозии), соотношение нефлуоресцентного флуоресцентного порошка следующее;
диспергатор 21 г ингибитор коррозии 21 г
пеногаситель 21 г флуоресцентная магнитная частица 2-3 г
Вода 1 л
Чувствительность
Чувствительность относится к точности магнитопорошкового контроля, обычно определяется с помощью стандартного испытания НАЦИОНАЛЬНОГО стандарта ТИПА А. Стандартное испытание типа А обычно называется испытанием на чувствительность. Стандартный испытательный лист типа А имеет три вида чувствительности: высокая, средняя и низкая. Чем меньше дробное значение в типе А, тем выше требуемая эффективная интенсивность магнитной индукции, способная отображать магнитную метку. (A-15/100, A-30/100, A-60/100, A-7/50, A-15/50, A-30/50, шесть оценок, самая высокая чувствительность тестовой пленки № 1 включает A-15/100, A-7/50. Тестовые пластины № 2 имеют умеренную чувствительность, подходящую для большинства отраслей промышленности, включая A-30/100, A-15/50. Тестовые пластины № 3 имеют самую низкую чувствительность, включая A-60/100 и A-30/50.)
Метод использования стандартного испытательного образца на чувствительность (подходит для непрерывного метода),обычно используется стандартный испытательный образец типа А № 2 (30/100 или 15/50) для выбора тока намагничивания для обнаружения дефектов.
Искусственные дефекты могут быть четко отображены на гладкой поверхности испытательного образца путем плотного прилегания поверхности испытательного образца с искусственными дефектами к испытуемой заготовке, медленного пропускания магнитной суспензии через заготовку и приложения соответствующего тока намагничивания (регулируя соответственно окружное и продольное направления). Величина тока намагничивания является соответствующей спецификацией намагничивания.


 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов! Russian
Russian